Date: March 01, 2002 at 16:43:53
From: Flex, [wk1pc43.mach.uni-karlsruhe.de]
Subject: Re: Referat über Bohrungshohnen (ESPs läppen)
|
Hi Jo, Honen dürfte wohl das beste sein, Maschine wohl aber nur schwer zu bekommen. Ansonsten könnte man vielleicht den Zylinder mit Läppaste einschmieren, Kolben rein und paar Stunden langsam mit der Bohrmaschine drehen. weiß nur nicht, ob man in einen Spalt von 1µm überhaupt die Paste reinbekommt. Die Idee mit dem GG-Dorn sieht auch ganz gut aus, wenn ich auch hier leichte Zweifel bezügl. Formtreue habe. GG-Rohling könnte ich besorgen (Lieferzeit etwa 2 Wochen). Gruß Flex |
Date: March 01, 2002 at 16:04:57
From: Flex, [wk1pc43.mach.uni-karlsruhe.de]
Subject: Re: Referat über Bohrungshohnen (ESPs läppen)
|
Hallo Joachim, Was willst Du mit dem Läppen/Honen eigentlich erreichen? Honen (kenne ich eigentlich nur maschinell) ermöglicht eine Formkorrektur der Bohrung (weil nur an der Stelle mit geringstem Durchmesser Material abgetragen wird). Die Oberfläche wird hierbei mit kleinen kreuzförmigen "Schmiernuten" texturiert. Formkorrektur mit Läppen ist schwierig (wird m.W. nur bei Kegelrädern gemacht), auf jeden Fall Läppmaschine erforderlich. Beim Handläppen kann man feine, richtungslos strukturierte Oberflächen erreichen, der Übergang zum Polieren ist fließend. Bei den Zylindern in ESP's wäre wohl Honen nicht schlecht, von Hand aber nur schwer möglich. Schreib doch mal. Pölige Grüße Flex |
Date: March 01, 2002 at 11:41:34
From: R.Lang, [pd954bc03.dip.t-dialin.net]
Subject: Re: Bohrungshohnen (ESPs läppen)eine etwas andere Methode
|
Hallo Jo, hast Du schon mal daran gedacht den Hohndorn hydraulisch zu weiten, es wäre dann "nur" noch ein Drehteil und eine druckfeste Drehdurchführung. Den Druck könnte man mit einer Handpumpe erzeugen, z.B. Düsenprüfgerät modifiziert. Um den Druck eine gewisse Zeit konstant zu halten wäre ein Druckspeicher in Form eines hochdruckfesten Behälters z.B. längerer Schlauch denkbar. Den Hohndorn mit einer Aufnahme für die Drehbank versehen und durch die Pinole mit Druck versorgt. Wenn die Drehbank dann ganz langsam läuft, Dorn in Bohrung einführen und den Druck langsam hochpumpen bis die Reibung steigt. Nun den Hochdruckteil in axialer Richtung hin und her bewegen. Wenn man an den Hochdruckteil auf der freien Seite (in Richtung Support einen Flansch anschraubt an den man einen Vorratsbehälter mit pölverdünnter Läppaste anschliesst und in den Hohndorn leichte längsrillen schleift(nur wenige my),sollte die Versorgung mit Läppmittel sogar halbautomatisch funktionieren. Eventuell die Läppflüssigkeit auch hydraulisch vorspannen,sodas die Flüssigkeit durch den Spalt gepumpt wird. Durch das Ändern der Läppflüssigkeitszusammensetzung und kontollieren der Reibung über den Druck müsste man weitestgehend die Oberflächengüte kontollieren können. Die Herstellung der hydraulischen Hohnnadel ist allerdings nicht so einfach,da hier auf gleichmässige Wandstärke geachtet werden muss, sonst verformt sie sich ungleichmässig. Das sollte aber ein Werkzeugmacher in den Griff bekommen. Eventuell kann man dan auch einen zähen Stahl nehmen, Gusseisen ist halt sehr spröde,es sei man nimmt duktiles Material,allerdings habe ich da keine Erfahrung was die Materialen so her geben. Bin halt drauf gekommen weil ich an Einspritzleitungen auch schon öfters den Balloneffekt bei Druckerhöhung in der Leitung bemerkt habe. |
Date: March 01, 2002 at 15:25:38
From: Joachim S, [p50875eed.dip.t-dialin.net]
Subject: Re: Bohrungshohnen (ESPs läppen)eine etwas andere Methode
| http://www.maedler.de/katalog/p_a01b34c08.htm |
Date: March 01, 2002 at 15:30:46
From: Joachim S, [p50875eed.dip.t-dialin.net]
Subject: Hupps, jetzt auch mit Text.
|
Hi Rainer, du sillst also den Dorn hydraulisch aufweiten. Das funzt, gar keine Frage. Mit Hydraulikaggregat wär es mir jetzt zu stressig, aber die Idee ist gut, und da klingelte bei mir auch sofort was... http://www.maedler.de/katalog/p_a01b34c08.htm Das sind Spannhülsen, die dienen zur Welle-Naben-Verbindung. Es gibt ausführungen mit gegenläufigen Kegeln, und eben diese hochgenialen Teile. Das Funktionsprinzip ist nicht übel, und für den Selbstbastler auf einen Läppdorn übertragbar. Das Druckmedium ist "Gummi". Der Druck kann einfach mit einer Schraube aufgebracht werden. Gruss Jo PS, Gusseisen ist zwar spröde, aber die Aufweitung ist im Bereich unter einem 100-erstel. Das macht auch Gusseisen mit. Im Moment durchwühle ich alle Schrottkisten nach einem geeigneten Rohling. Gar nicht so leicht, einen Pinn aus Gusseisen zu finden... |
Date: March 01, 2002 at 01:10:26
From: MartinR, [pd950c23a.dip0.t-ipconnect.de]
Subject: Re: Referat über Bohrungshohnen (ESPs läppen)
|
Hi Jo, >Kostenpunkt für eine Hohnnadel 480 Mark, Einstellgerät komplett unbezahlbar. War auch etwas geplättet, da bei einem ersten Gespräch eine Su um 50 ? im Raume stand. Für einen Versuch wäre mir die Su auch zu hoch, wenn's um's Serienhohnen gegen einen Obulus ginge, wäre es zu vertreten. >Auch schien mir die Rauhigkeit der Schneiden zwei Nummern zu gross. Um das wirklich zu beurteilen, müsste man aber mal damit arbeiten und die erzielten Oberflächen mit einem Original vergleichen. Die Diamantbeschichtung ist allerdings in allen möglichen Korngrößen erhältlich. Um wenig Ausschuß bei evtl. Versuchen zu erzeugen, wäre eine Messung oder eine Info über die Schleifmittel bei der Serienfertigung der Hochdruckteile nicht zu verachten. Es bestünde dann noch die Möglichkeit, den Vertreter mit einer kleinen Sammlung dieser Nadeln in eine Werkstatt zu bitten und einige Testhohnungen durchzuführen, quasi als (unfreiwilliger) Sponsor der Pölerei. >Der Werkzeugmacher stellte sich die Sache recht einfach vor. Er drückte mir einen "neuner Lochstempel" in die Hand, (Maß etwa 9mm - 5µ). Da solle man einfach Läppaste dranschmieren und loslegen. >Ich bleibe deshalb vorläufig beim einstellbaren sich selbst aufweitenden Dorn. Wenn es mit der Schraube nicht geht, dann mit einem schlanken Kegel, der reingezogen wird. Ich mach mal ne Skizze. Ist für mich ne Frage der Kosten und der Zeit. Evtl. kann's auch mit dem Lochstempel gehen, wenn die Läpppaste die richtige Größe hat. Für die Serienläpperei käme dann noch die Frage, wie viele Pumpen kriege ich mit einem Stempel hin, wie teuer ist ein Stempel. Deine Idee ist nachstellbar, Frage wäre nach dem Aufwand der Herstellung. Der Einwand mit der Verbiegung (unten) ist ein guter, immerhin hatte der Werkzeugmensch bezüglich Deiner ersten Variante die gleiche Befürchtung. Bei Deinem Vergleich mit der Nagelfeile: Wie wäre eine Beschichtung Deiner Nadel mit ensprechend gebogenen Nagelfeilen oder einfach nur Schmirgelpapier entsprechender Korngröße, wenn erhältlich? Bliebe noch die Frage nach einer zerstörungsfreien Beurteilung der Bohrung. Eine Pumpe schlägt beim Schrotti ja auch mit 25-50 ? zu Buche. VG Martin |
Date: February 28, 2002 at 19:22:56
From: Joachim S, [p508750ee.dip.t-dialin.net]
Subject: Bild wie ich mir den Läppdorn vorstelle
|
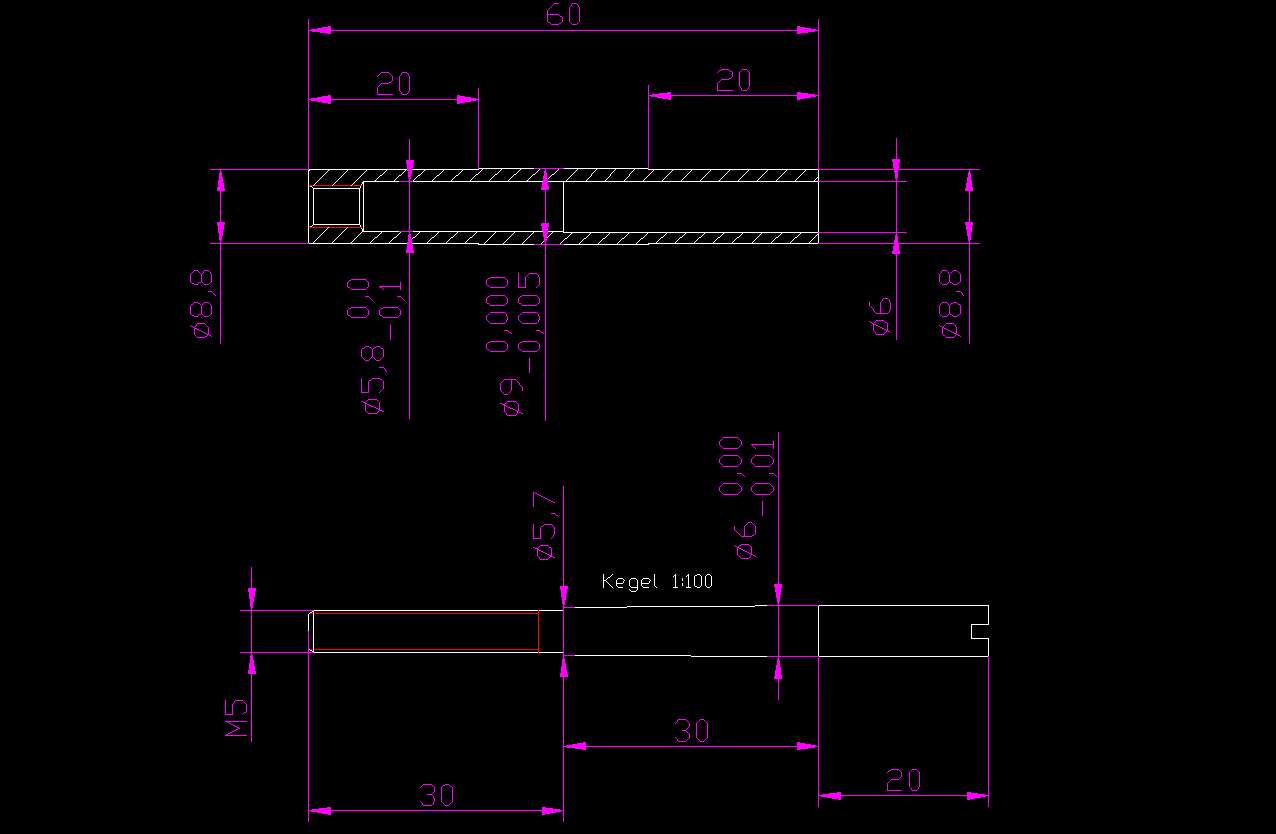
So soll das Ding aussehen. Der konische Dorn wird in die Hülse geschraubt. An der Stufe in der Bohrung weitet er dann die relativ dünnwandige Hülse auf, dann kann genau eingestellt und drauflos geläppt werden. Ein zweites gleiches Bauteil dient als Messdorn. Der wird vorher stramm eingestellt, und sollte nachher passen. Gruss Jo |
Date: March 01, 2002 at 16:41:25
From: hannomedes, [kln2-t6-1.mcbone.net]
Subject: Re: Bild wie ich mir den Läppdorn vorstelle
|
Hallo Ich würde ein Außengewinde am Innenkegelvorsehen (ähnlich wie in dem von mir zitierten Buch...). Dann kann man den Kegel mit einer Mutter die sich am Zylinder abstützt hineinziehen ohne ihn dabei drehen zu müssen (könnte schwierig werden wg großer Reibung) Gruß Dominik |
Date: March 01, 2002 at 16:48:26
From: Joachim S, [p50875e8a.dip.t-dialin.net]
Subject: Re: Bild wie ich mir den Läppdorn vorstelle
|
tja, ich dachte, gerade die Drehung wäre ein Vorteil... Wenn du recht hast, brauch ich aber nur die Hülse hinten absägen und ne Mutter auf die Kegelnadel zu machen. Man wird sehen... Gruss Jo |
Date: February 28, 2002 at 23:25:04
From: Thomas Pibernik, [pop-ls-14-2-2-dialup-195.freesurf.ch]
Subject: Re: Bild wie ich mir den Läppdorn vorstelle
|
Hallo Jo, Hohnen wäre eigentlich eine tolle Sache. Doch die Oberfläche wird, wie Du schreibst, nur mit grossem Aufwand genügend fein. Gerade in einer Bohrung etwas schwierig zu beurteilen. Läppen sollte auf jeden Fall eine bessere Oberfläche geben. Einige Anmerkungen zu Deiner Skizze: - Vermutlich wirst Du den Dorn ohne Längsschlitze nicht vernünftig weiten können. Müsste man mal rechnen. - Ist die Bohrung nicht Koaxial mit dem Aussendurchmesser, wird sich das gesamte System etwas biegen. Die verjüngten Aussendurchmesser an den Enden entschärfen dieses Problem. Lässt Du den Aussendurchmesser auf der ganzen Länge konstant, hättest Du eine bessere Führung. 2 bis 3um mit dem Mikrometer zu messen ist nicht ganz ohne. Mal verkanntet, dann Schmierstaub dazwischen, zu schnell auf die Rutschkupplung, Temperatureinfluss... Ja sicher es ist möglich, aber nur mit System und etwas Übung! Was hälst Du davon mehrere ‚Läppdorne’ mit verschiedenen Durchmessern zu erstellen? Die Oberfläche müsste nicht perfekt sein, könnte an einer Drehbank verhältnismässig einfach erstellt werden, und nebenbei kann man den Umgang mit dem Mikrometer üben. Ist kein Hydraulikexperte unter uns? Wie wird das in der Hydraulikindustrie gemacht? Gruss, Thomas Pibernik – der nicht genau weiss, um wie viel sein Verteilerkolben nun wirklich kleiner ist. |
|
Generated by UFORUM version 1.00 Last Updated: 17-Jan-2018 20:23:24, 79314 Bytes Author: ulinux |